押出机的辅机
发布时间:2017-12-28 15:30:44浏览次数:1720次
押出机的辅机包括:放线装置,整線架,退火,预热装置,牵引装置,冷却装置,火花機,记米,测徑及收排线装置.
一.放线装置
放线装置的规格和结构形式,要符合由挤塑机组主机规格决定的生产技术标准.
常用的放线装置有:
1.成圈放线:这种放线,每放一圈,线材就受一次扭转,不适合用于型线.在放线架附近装有限位开关,在线材打结时可自动停機.一般用于小型设备.
2.越端放线:将特制的曲柄放在平放线盘中心孔上,靠线材运动来带动旋转放线,这种放线装置线材所受引力小,停机惯性小,常用于较细线材放线.
3.线盘放线:把待挤线芯或缆芯放置在相应的放线架上,依靠牵引带动线盘放线.特别使用于大型设备放线,为了顺利放线,在放线架后设立有专门张力调整装置.
二.校直和退火装置
1.整線装置:线芯各种弯曲是产生绝缘偏心的原因之一.特别是小型设备中整線装置是不可少的.
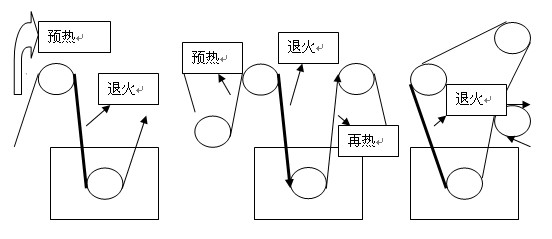
2.退火装置:为保证线芯的性能要求,有以下几种:
三.冷却装置
冷却装置通常采用:风冷和水冷两种.风冷由于需要全套干燥设施等冷却速度缓慢,因此,押出机机身套筒采用风冷,其他一般都采用水冷.
1.机身的冷却部位:机筒加料口周围冷却,目的是:防止塑料在此处过早熔融,堵塞进料.此处冷却从机身加热到停机始终都在进行.
2.螺杆的冷却:在空心螺杆中心通入水,接通回水对超高温螺杆进行降温(我们公司采用風冷).目的是:增加螺杆对塑料的推動力,防止胶料打滑.有利于胶料的输送和塑化.
3.产品的冷却:是通过冷却水槽进行的.根据塑料的性质不同,可分为急冷和缓冷.急冷是采用冷水直接冷却.缓冷是为了减少制品的内应力,在冷却水槽中放置不同温度的水,使线缆逐渐降温定型.
四.耐压实验装置
为了发现并及时发现线缆挤出中的缺陷,一般在冷却水槽后安装有工频火花機或高频火花機对线缆进行耐压检验.当线芯击穿时应报警并记录.
五.牵引装置
牵引装置是线缆在押出机组中做连续运动的动力源.主要有:双轮式和履带式.还有单轮式,双轮式是由两个大小相等的圓轮组成.一个主动轮,一个从动轮.履带式是由一定长度,转动灵活的链条带通过电动机驱动的.上下履带做同步,反向的圆周运动.为不损伤电缆,履带的链条上附有高弹性而又耐磨的橡皮带.
六.收排线装置
收排线机构为单独传动.一般小型设备用光杆排线,光杆两段有行程开关,可根据盘子的大小进行调节排线器的行程.还有丝杆排线.也有收线装置来回移动,在收线装置的下方导轨有探头进行控制行程.
注意:停机超过30分钟以上,必须关掉收线张力,以防止線材被拉傷.
注明:本文系转载网络资源,如有侵犯版权问题请和管理员联系删除!
标题:押出机的辅机 地址:http://www.cablehr.com/news/xianlanzhishi/72669.html

咨询热线:400-901-2628020-38892267
客服QQ:3472917908(个人)1427746229(企业)
传真:020-38892397
客服邮箱:cabhr@foxmail.com

官方微信

APP下载
粤ICP备12041652号 粤B2-20181492人力资源许可证
![]() 粤公网安备 44010602006174号
粤公网安备 44010602006174号
版权所有:广州中缆信息科技有限公司
[本站之人才及招聘,未经授权不得转载,否则追究其法律责任]

