浅谈交联电缆绝缘老化强度变化率超标原因及改善
发布时间:2017-12-28 15:17:00浏览次数:3889次
一、引言
交联聚乙烯(XLPE)电缆绝缘的热老化试验在国家标准GB/T12706-2008与IEC60502中规定不得超过±25%(即老化后和老化前的中间值之差除以老化前的中间值)。交联聚乙烯绝缘的热老化项目在标准中列入型式试验。一般在首次试验合格后,工艺和材料没有重大变化时,不再进行该试验。但往往一些客户在技术协议中会提到这项试验,从而就需要进行热老化试验。当我们在试验时,发现抗张强度变化率不稳定,在生产的同一批交联线芯有合格有不合格(不合格的都是超标的现象大于+25%),但断裂伸长率变化甚小,从未超出规定值。为此有必要对交联绝缘线芯老化强度不合格问题进行分析整改。

二、原因分析
交联绝缘线芯老化强度不合格的原因分析是一个复杂的过程,国内各电缆企业往往被交联绝缘线芯老化系数K1、K2值不能达标而困扰,而这一指标是对交联绝缘线芯绝缘品质评价的主要指标之一。但究其主要原因有以下三点:1、高温高速下绝缘中产生的热应力对交联聚乙烯绝缘热老化性能的影响;2、冷却水温对交联聚乙烯绝缘热老化性能的影响;3、交联过程中产生的副产物对交联聚乙烯绝缘热老化性能的影响。
三、解决的措施
1、硫化工艺改进:
试验选在我公司NOKIA(十段)智能硫化交联生产线上,我们通过调整工艺达到减小交联绝缘在生产过程中的内部应力来改善老化强度不合格的问题。削除热应力的措施有很多,NOKIA早在1996年就提出采用冷却退火装置,使进入冷却段的交联绝缘线芯表面再恢复到结晶熔化温度110℃左右,再进入正常冷却过程,可以改善电缆的绝缘品质。但我公司没有在线应力松驰装置,要想改善只能重新调整工艺线速度使之缓慢冷却,减少交联绝缘在硫化过程中的内外层绝缘温差的问题,从而改善交联的绝缘品质。
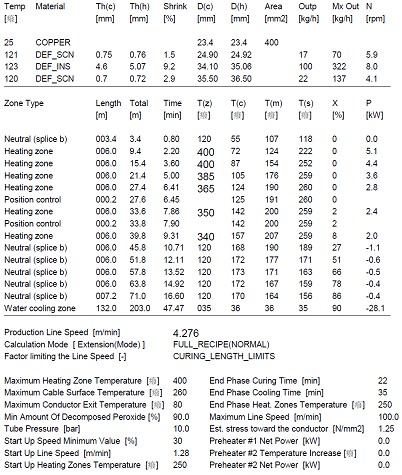
我公司NOKIA生产线配备了一套NCC硫化计算软件,控温选速比较合理。初次调整硫化工艺是把原来的最高硫化管壁温度450℃降低到400℃,最高电缆表面温度由原来的275℃降低到260℃。但由于是十段硫化生产线,虽然已降低了管壁温度和电缆表面温度但线速度仍然比较快,内外层绝缘温差还是比较大。后经研究决定,想要让进入冷却段之前的线芯内外层绝缘温差减小,只有缩短硫化管长度,也就是把最后几节硫化管加热温度设低至预冷段的温度(约120℃),这也就相当于增加了预冷段的长度使之缓慢冷却。但到底降低几节硫化管温度才合适呢?目前按我公司NOKIA(十段)硫化线为例,我们经多次实践验证,降低4段硫化管温度最佳。以下是我们工艺调整后计算的YJV8.7/10KV400平方的硫化工艺供参考。
2、冷却水温要求
我公司的循环冷却水系统采用的是集中供水系统,在厂房边建了一个长20米、宽10米、深3米的大水池供三台交联线生产用。整个循环冷却水系统原理是由多个水泵将外水池的水通过一个总管抽过来,然后再分支出三路水管分别供应三台交联,回水再通过一根总管集中流入到大水池。从冷却效果及操作控制方面来看都比较好,唯一不足之处是冬天由于环境温度较低再加上冷却水池面积较大,使得进入冷却管的水温很低,刚从硫化管出来的线芯马上进入温度很低的冷却水骤冷,势必会产生绝缘的内应力。为了提高冷却水的温度,经研究决定在回水处安装一个水温感应阀。通过水温感应阀来控制水池中的水位得到我们想要的温度,我们需要的水温在30℃~40℃左右,低于30℃就自动往外排水,高于40℃就自动往里加水。这样一来可以有效的控制好冷却水的温度,不必担心因水温过低产生绝缘的内应力。
3、降低交联绝缘中副产物浓度
在交联过程中会产生诸如苯乙酮、枯基醇和α2亚甲基苯乙烯之类的挥发性交联副产物,这些副产物气体会在绝缘内停留相当长的时间。查阅相关文献,交联副产物在刚挤制的绝缘中分布浓度高,这些低分子的副产物在绝缘中分布是不均匀的,使得交联聚乙烯绝缘的结晶不均匀,因此,老化前的抗张强度低。在空气箱中进行老化试验时,高温作用下,交联副产物由于内部气压高而得到尽快的挥发,并且由于高温的作用,交联聚乙烯原来不均匀的晶域被全部破坏,在接着的室温静置过程中,形成了分布均匀的结晶,从而,提高了老化后的抗张强度。针对这一现象,我们公司建立了烘房系统。不同规格、电压等级的交联线芯规定了不同的烘放时间,烘房的温度设定基本在65℃。另外采用了烘房后,原本刚下线的交联线芯需要停放4天时间,现在只需1天时间且除气效果比以前要好,大大提高了线芯流转的效率。
四、实施效果
通过采取以上三种措施,我们验证生产的以下交联电缆经老化试验测试,绝缘老化抗张强度变化率均在标准要求±25%范围内,见下表。
| 型号规格 | 相色 | 老化前 | 老化后 | 抗拉强度变化率% | 断裂伸长率变化率% | ||
| 抗拉 强度 | 断裂 伸长率 | 抗拉 强度 | 断裂 伸长率 | ||||
| MYJV42 8.7/10kV 3*300 | 红 | 22.2 | 489 | 24.9 | 514 | 12 | 5 |
| 黄 | 21 | 473 | 25.3 | 496 | 20 | 5 | |
| 绿 | 21.4 | 482 | 23.7 | 488 | 11 | 1 | |
| YJV22 8.7/10kV 3*70 | 红 | 22.3 | 557 | 25.5 | 584 | 14 | 5 |
| 黄 | 21.1 | 562 | 23.3 | 592 | 10 | 5 | |
| 绿 | 22.3 | 577 | 25.9 | 591 | 16 | 2 | |
| YJV22 8.7/10kV 3*95 | 红 | 22.7 | 559 | 26.6 | 555 | 17 | -1 |
| 黄 | 21.7 | 570 | 26.2 | 578 | 21 | 1 | |
| 绿 | 21.8 | 570 | 26.1 | 586 | 19 | 3 | |
| YJV 26/35kV 1*150 | / | 19.3 | 489 | 22 | 508 | 13 | 4 |
| YJV 26/35kV 1*400 | / | 22.4 | 489 | 22.3 | 517 | 0 | 6 |
| YJV 8.7/10kV 1*500 | / | 21.2 | 506 | 23.8 | 526 | 12 | 4 |
五、结论
1、在生产过程中,不要盲目的追求生产效率,要合理的选择线速度和温度生产。
2、对冷却水温的要求,在不同的季节环境下要采取相应的措施,确保水温在我们的要求范围内。
3、大力提倡采用烘房除气,这不但可以改善交联产品的质量,还可以提高生产效率。(北区中低压制造部 张峰)
注明:本文系转载网络资源,如有侵犯版权问题请和管理员联系删除!
标题:浅谈交联电缆绝缘老化强度变化率超标原因及改善 地址:http://www.cablehr.com/news/xianlanzhishi/72817.html

咨询热线:400-901-2628020-38892267
客服QQ:3472917908(个人)1427746229(企业)
传真:020-38892397
客服邮箱:cabhr@foxmail.com

官方微信

APP下载
粤ICP备12041652号 粤B2-20181492人力资源许可证
![]() 粤公网安备 44010602006174号
粤公网安备 44010602006174号
版权所有:广州中缆信息科技有限公司
[本站之人才及招聘,未经授权不得转载,否则追究其法律责任]

